- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Discutați despre cum să alegeți pachetul de placă de bază industrială
În procesul de proiecte industriale, având în vedere controlabilitatea progresului și riscurile dezvoltării plăcilor de circuite, utilizarea unei plăci de bază mai mature pentru a promova dezvoltarea și implementarea proiectului a devenit prima alegere a majorității inginerilor. Deci, cum să alegeți metoda de conectare între placa de bază și backplane, adică pachetul plăcii de bază? Care sunt avantajele și dezavantajele diverselor pachete? Și care sunt măsurile de precauție în procesul de utilizare după selecție? Astăzi vom vorbi despre aceste probleme.
Placa de bază este o placă principală electronică care împachetează și încapsulează funcțiile de bază ale PC-ului MINI. Majoritatea plăcilor de bază integrează CPU, dispozitive de stocare și pini, care sunt conectate la backplane-ul suport prin pini. Deoarece placa de bază integrează funcțiile comune ale miezului, are versatilitatea că o placă de bază poate fi personalizată pentru o varietate de backplane diferite, ceea ce îmbunătățește foarte mult eficiența de dezvoltare a microcomputerului cu un singur cip. Deoarece placa de bază este separată ca un modul independent, reduce, de asemenea, dificultatea dezvoltării și crește stabilitatea și mentenabilitatea sistemului. În special în proiecte urgente și importante, există incertitudini în ceea ce privește timpul de dezvoltare și riscul de dezvoltare a hardware-ului de mare viteză și a driverelor de nivel scăzut de la nivelul IC R
Desigur, din cauza numeroșilor parametri ai plăcii de bază și a spațiului limitat al acestui articol, vom vorbi de această dată doar despre ambalajul plăcii de bază. Ambalarea plăcii de bază este legată de comoditatea producției viitoare de produse, randamentul producției, stabilitatea încercărilor pe teren, durata de viață a testelor pe teren, comoditatea depanării și poziționării produselor defecte și așa mai departe. Mai jos discutăm două forme de ambalare de carton de bază utilizate în mod obișnuit.
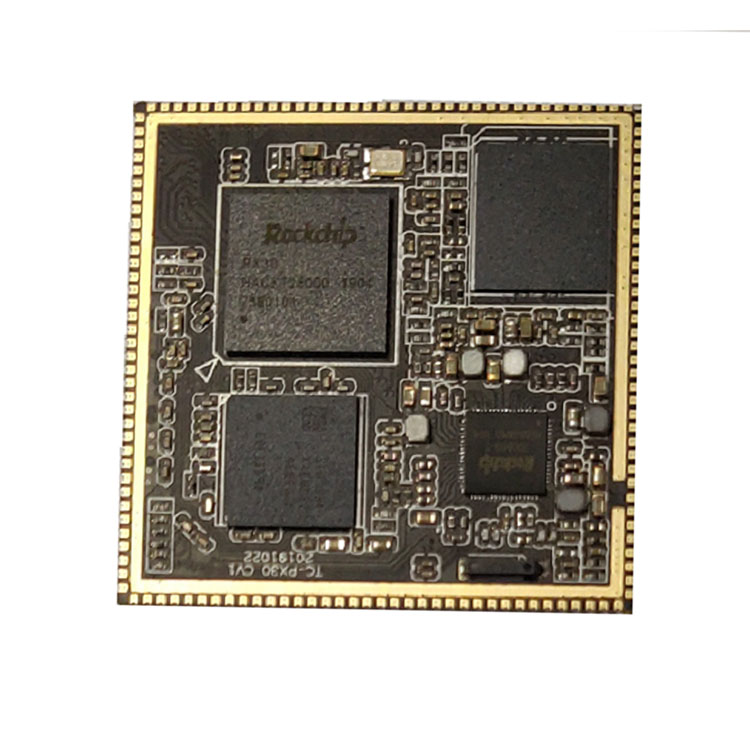
1. Pachet tip orificiu pentru ștampila
Pachetul de tip gaură de ștampilă este iubit de inginerii electronici datorită aspectului său asemănător IC și a capacității de a utiliza metode de lipire și fixare asemănătoare IC. Prin urmare, multe tipuri de plăci de bază de pe piață folosesc acest tip de pachet. Acest tip de pachet este foarte ferm datorită metodei de conectare și fixare a plăcii de bază cu sudare și este, de asemenea, foarte potrivit pentru utilizare în locuri cu umiditate ridicată și vibrații mari. De exemplu, proiecte insulare, proiecte de mine de cărbune și proiecte de fabrici de procesare a alimentelor. Aceste tipuri de ocazii de utilizare au caracteristicile unei temperaturi ridicate, umiditate ridicată și coroziune ridicată. Orificiul ștampilei este potrivit în special pentru aceste tipuri de ocazii de proiect datorită metodei sale stabile de sudare a punctului de conectare.
Desigur, ambalarea orificiilor de ștampilă are, de asemenea, unele limitări sau deficiențe inerente, cum ar fi: randament scăzut de sudură de producție, neadecvat pentru sudarea prin reflow multiplu, întreținere incomodă, dezasamblare și înlocuire și așa mai departe.
Prin urmare, dacă este necesar să se aleagă pachetul de orificii de ștampilă din cauza cerințelor aplicației, problemele cărora trebuie să se acorde atenție sunt: sudarea manuală completă este utilizată pentru a asigura rata de produs de sudură și sudarea la mașină nu trebuie utilizată. pentru ultima dată pentru a lipi placa de bază, iar rata de deșeuri este mare. Pregătirea. În special, ultimul punct trebuie precizat în mod specific, deoarece majoritatea plăcilor de bază ale găurii ștampilei sunt selectate pentru a obține rata de reparare polară după sosirea produsului la fața locului, deci este necesar să se accepte diferitele inconveniente de producție și întreținere ale găurii de ștampilă. ambalajul, iar rata de deșeuri și costul total trebuie acceptate. Caracteristici ridicate.
2. Ambalare de precizie pentru conectori de la bord la bord
Dacă inconvenientul producției și întreținerii cauzate de ambalajele cu găuri de timbru este într-adevăr inacceptabil, probabil că ambalajul conector de bord la bord este o alegere mai bună. Acest tip de pachet adoptă prizele masculine și feminine, consiliul de bază nu trebuie să fie sudat în timpul procesului de producție și poate fi introdus; Procesul de întreținere este convenabil pentru a se conecta și înlocui; Depanarea poate înlocui placa de bază pentru comparație. Prin urmare, pachetul este adoptat și de multe produse, iar pachetul poate fi conectat, ceea ce este convenabil pentru producție, întreținere și înlocuire. Mai mult, datorită densității ridicate a pinului a pachetului, mai mulți pini pot fi trase la o dimensiune mică, astfel încât placa de bază a acestui tip de pachet are dimensiuni mici. Este convenabil să fie încorporat în produse cu dimensiunea limitată a produsului, cum ar fi mizele video pe marginea drumului, cititorii de contor de mână, etc.
Desigur, acest lucru se datorează și densității relativ ridicate a știfturilor, ceea ce face puțin mai dificilă lipirea bazei femele a plăcii inferioare, în special în etapa de eșantionare a produsului. Când inginerul efectuează sudare manuală, mulți ingineri au înțeles deja procesul de sudare manuală a acestui tip de pachet. nebun. Unii prieteni au topit plasticul prizei femele în timpul sudării, unii au provocat o bucată
Priza mamă bazată pe acest pachet este dificil de lipit, așa că, chiar și în etapa de eșantionare, cel mai bine este să cereți personalului profesionist de lipit să o lipiți sau să o lipiți cu o mașină de plasare. Dacă este într-adevăr o sudură necondiționată la mașină, iată și o procedură de sudare manuală cu o rată de succes relativ ridicată a sudării:
1. Răspândiți lipirea uniform pe plăcuțe (rețineți că nu prea multă, prea multă lipire va face scaunul feminin înalt și nici prea puțin, prea puțin va duce la lipire falsă);
2. Aliniați scaunul pentru femeie cu suportul (rețineți că atunci când cumpărați scaunul pentru femeie, alegeți un scaun pentru femeie cu un stâlp fix pentru o aliniere ușoară);
Placa de bază este o placă principală electronică care împachetează și încapsulează funcțiile de bază ale PC-ului MINI. Majoritatea plăcilor de bază integrează CPU, dispozitive de stocare și pini, care sunt conectate la backplane-ul suport prin pini. Deoarece placa de bază integrează funcțiile comune ale miezului, are versatilitatea că o placă de bază poate fi personalizată pentru o varietate de backplane diferite, ceea ce îmbunătățește foarte mult eficiența de dezvoltare a microcomputerului cu un singur cip. Deoarece placa de bază este separată ca un modul independent, reduce, de asemenea, dificultatea dezvoltării și crește stabilitatea și mentenabilitatea sistemului. În special în proiecte urgente și importante, există incertitudini în ceea ce privește timpul de dezvoltare și riscul de dezvoltare a hardware-ului de mare viteză și a driverelor de nivel scăzut de la nivelul IC R
Desigur, din cauza numeroșilor parametri ai plăcii de bază și a spațiului limitat al acestui articol, vom vorbi de această dată doar despre ambalajul plăcii de bază. Ambalarea plăcii de bază este legată de comoditatea producției viitoare de produse, randamentul producției, stabilitatea încercărilor pe teren, durata de viață a testelor pe teren, comoditatea depanării și poziționării produselor defecte și așa mai departe. Mai jos discutăm două forme de ambalare de carton de bază utilizate în mod obișnuit.
1. Pachet tip orificiu pentru ștampila
Pachetul de tip gaură de ștampilă este iubit de inginerii electronici datorită aspectului său asemănător IC și a capacității de a utiliza metode de lipire și fixare asemănătoare IC. Prin urmare, multe tipuri de plăci de bază de pe piață folosesc acest tip de pachet. Acest tip de pachet este foarte ferm datorită metodei de conectare și fixare a plăcii de bază cu sudare și este, de asemenea, foarte potrivit pentru utilizare în locuri cu umiditate ridicată și vibrații mari. De exemplu, proiecte insulare, proiecte de mine de cărbune și proiecte de fabrici de procesare a alimentelor. Aceste tipuri de ocazii de utilizare au caracteristicile unei temperaturi ridicate, umiditate ridicată și coroziune ridicată. Orificiul ștampilei este potrivit în special pentru aceste tipuri de ocazii de proiect datorită metodei sale stabile de sudare a punctului de conectare.
Desigur, ambalarea orificiilor de ștampilă are, de asemenea, unele limitări sau deficiențe inerente, cum ar fi: randament scăzut de sudură de producție, neadecvat pentru sudarea prin reflow multiplu, întreținere incomodă, dezasamblare și înlocuire și așa mai departe.
Prin urmare, dacă este necesar să se aleagă pachetul de orificii de ștampilă din cauza cerințelor aplicației, problemele cărora trebuie să se acorde atenție sunt: sudarea manuală completă este utilizată pentru a asigura rata de produs de sudură și sudarea la mașină nu trebuie utilizată. pentru ultima dată pentru a lipi placa de bază, iar rata de deșeuri este mare. Pregătirea. În special, ultimul punct trebuie precizat în mod specific, deoarece majoritatea plăcilor de bază ale găurii ștampilei sunt selectate pentru a obține rata de reparare polară după sosirea produsului la fața locului, deci este necesar să se accepte diferitele inconveniente de producție și întreținere ale găurii de ștampilă. ambalajul, iar rata de deșeuri și costul total trebuie acceptate. Caracteristici ridicate.
2. Ambalare de precizie pentru conectori de la bord la bord
Dacă inconvenientul producției și întreținerii cauzate de ambalajele cu găuri de timbru este într-adevăr inacceptabil, probabil că ambalajul conector de bord la bord este o alegere mai bună. Acest tip de pachet adoptă prizele masculine și feminine, consiliul de bază nu trebuie să fie sudat în timpul procesului de producție și poate fi introdus; Procesul de întreținere este convenabil pentru a se conecta și înlocui; Depanarea poate înlocui placa de bază pentru comparație. Prin urmare, pachetul este adoptat și de multe produse, iar pachetul poate fi conectat, ceea ce este convenabil pentru producție, întreținere și înlocuire. Mai mult, datorită densității ridicate a pinului a pachetului, mai mulți pini pot fi trase la o dimensiune mică, astfel încât placa de bază a acestui tip de pachet are dimensiuni mici. Este convenabil să fie încorporat în produse cu dimensiunea limitată a produsului, cum ar fi mizele video pe marginea drumului, cititorii de contor de mână, etc.
Desigur, acest lucru se datorează și densității relativ ridicate a știfturilor, ceea ce face puțin mai dificilă lipirea bazei femele a plăcii inferioare, în special în etapa de eșantionare a produsului. Când inginerul efectuează sudare manuală, mulți ingineri au înțeles deja procesul de sudare manuală a acestui tip de pachet. nebun. Unii prieteni au topit plasticul prizei femele în timpul sudării, unii au provocat o bucată
Priza mamă bazată pe acest pachet este dificil de lipit, așa că, chiar și în etapa de eșantionare, cel mai bine este să cereți personalului profesionist de lipit să o lipiți sau să o lipiți cu o mașină de plasare. Dacă este într-adevăr o sudură necondiționată la mașină, iată și o procedură de sudare manuală cu o rată de succes relativ ridicată a sudării:
1. Răspândiți lipirea uniform pe plăcuțe (rețineți că nu prea multă, prea multă lipire va face scaunul feminin înalt și nici prea puțin, prea puțin va duce la lipire falsă);
2. Aliniați scaunul pentru femeie cu suportul (rețineți că atunci când cumpărați scaunul pentru femeie, alegeți un scaun pentru femeie cu un stâlp fix pentru o aliniere ușoară);
3. Folosiți un fier de lipit pentru a apăsa fiecare știft unul câte unul pentru a atinge scopul sudării (rețineți că acesta este apăsat separat, în principal pentru a vă asigura că fiecare știft nu este scurtcircuitat și pentru a atinge scopul sudării).